Kattava opas autojen jarrupaloihin: tyypit, materiaalit ja valinta
Jarrupalat ovat kiistatta kriittisin turvakomponentti kaikissa ajoneuvoissa. Ne toimivat rajapintana, jossa kineettinen energia muunnetaan lämpöenergiaksi, mikä pysäyttää usean tonnin koneen. Insinööreille, kalustopäälliköille ja hankintaasiantuntijoille on tärkeää ymmärtää, miten ne on valmistettu, mistä ne on tehty ja miten niitä testataan. Tässä oppaassa käsitellään nykyaikaisten jarrupalojen taustalla olevia ydinteknologioita.
1. Kitkamateriaalien neljä pilaria
Nykyaikaiset jarrupalat ovat monimutkaisia komposiitteja, jotka koostuvat tyypillisesti neljästä yhdessä toimivien ainesosien pääkategoriasta: sideaineet, vahvistukset, kitkan modifiointiaineet ja täyteaineet. Tietty resepti sanelee tyynyn luonteen, mikä johtaa kolmeen pääluokitukseen, jotka hallitsevat markkinoita.
Puoli-metallityynyt sisältävät 30-65 % metallikuituja (teräs, rauta, kupari), ja ne tunnetaan erinomaisesta lämmönsiirrosta ja kestävyydestä, minkä vuoksi ne ovat yleisiä OEM-sovelluksissa ja raskaissa{6}}kuorma-autoissa. Ne tuottivat merkittävimmän markkinaosuuden, 46,34 % vuonna 2025, pysyen suosittuina, koska rauta- ja kuparilastut haihduttavat lämpöä tehokkaasti toistuvien nopeiden pysäytysten aikana. Ne voivat kuitenkin olla meluisia ja hankaavia roottoreille.
Ei--Asbesti Organic (NAO) -tyynyt on valmistettu kuiduista, kuten lasista, aramidista ja hiilestä, jotka on sekoitettu hartseihin. Ne ovat pehmeämpiä, hiljaisempia ja tuottavat vähemmän pölyä, joten ne ovat suosittuja edullisissa-ja taloudellisissa ajoneuvoissa, vaikka ne saattavat kulua nopeammin suuressa rasituksessa.
Keraamiset pehmusteet ovat ensiluokkainen valinta, ja ne koostuvat keraamisista kuiduista ja kuparittomista materiaaleista-. Ne tarjoavat erinomaisen tasapainon alhaisen melun, minimaalisen pölynmuodostuksen ja vakaan kitkakyvyn välillä. Keraamiset yhdisteet edistyvät 5,68 %:n CAGR:llä vuoteen 2031 mennessä kuparikiellon ja vähäpölyisten pyörien kuluttajien kysynnän ansiosta. Tämä kasvu on näkyvintä korkealuokkaisissa SUV - autoissa ja suorituskykyisissä sedaneissa , joiden hintajousto on korkeampi .

2. Valmistusmatka: jauheesta tyynyyn
Jarrupalojen valmistus on tarkka, monivaiheinen teollinen prosessi{0}}, joka perustuu erikoiskoneisiin johdonmukaisuuden ja turvallisuuden varmistamiseksi.
Vaihe 1: Raaka-aineiden käsittely ja sekoitus. Matka alkaa tehokkailla-sekoitusjärjestelmillä, joissa raaka-aineet-mukaan lukien lujitekuidut (aramidi, teräs tai keramiikka), kitkan modifioijat, täyteaineet (kuten bariumsulfaatti) ja hartsisideaineet- punnitaan automaattisesti ja syötetään suuren-leikkausvoiman sekoittimiin, kuten korkean- kumisekoittimiin. Tämä varmistaa ainesosien tasaisen jakautumisen, mikä on välttämätöntä tasaisen kitkakyvyn ja melun vähentämisen kannalta.
Vaihe 2: Muotoilu ja muotoilu. Tässä vaiheessa sekoitettu seos muotoillaan puolivalmiiksi{2}}jarrupalojen aihioiksi käyttämällä tarkkuusmuovaustekniikkaa. Hydraulisissa painemuovauskoneissa käytetään korkeapaineisia hydraulijärjestelmiä (usein 100–300 tonnia) seoksen puristamiseen muotteihin, jolloin saadaan tiiviitä, yhtenäisiä tyynyjä, joilla on erinomainen koheesio. Jotkut valmistajat käyttävät kylmäpuristusta vähentääkseen sisäisiä jännityksiä tai tyhjiömuovausta poistaakseen ilmataskuja ja parantaakseen materiaalin homogeenisuutta.
Vaihe 3: Kovetus ja kuivaus. Tämä kriittinen vaihe sisältää hartsisideaineiden lämpökovettamisen lopullisen mekaanisen lujuuden ja stabiilisuuden saavuttamiseksi. Monivyöhykekovetusuuneissa käytetään kontrolloituja lämpötilaprofiileja (yleensä 150–220 astetta) 60–120 minuutin aikana varmistaakseen polymeerien täydellisen -silloittumisen. Oikea kovettuminen vaikuttaa suoraan tyynyn kovuuteen, kulumisnopeuteen ja lämpöstabiilisuuteen. Riittämätön kovettuminen voi johtaa kaasun vapautumiseen jarrutuksen aikana, mikä aiheuttaa jarrun häipymistä ja polkimien sykkimistä.
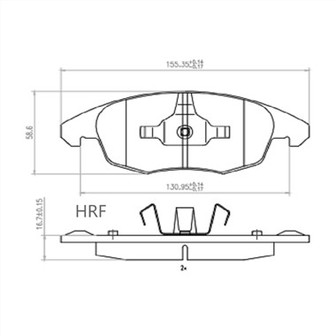
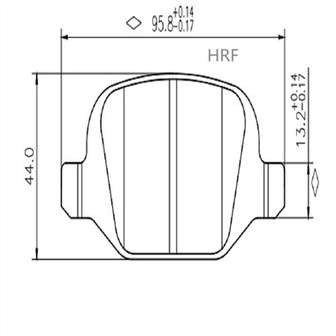
Vaihe 4: Leikkaus, trimmaus ja viimeistely. Kovettumisen jälkeen ylimääräinen materiaali ("flash") poistetaan tarkan mittatarkkuuden saavuttamiseksi. Tarkat CNC-reitittimet-tai laserleikkausjärjestelmät leikkaavat reunat ja muotoilevat tyynyn ajoneuvon -spesifisten ominaisuuksien mukaan pitäen tavallisesti tarkkuuden ±0,5 mm:n toleranssin sisällä. Tämä vaihe varmistaa oikean istuvuuden ja minimoi epätasaisten kosketuspintojen aiheuttaman jarrutusäänen.
Vaihe 5: Kokoaminen ja pakkaus. Viimeisessä vaiheessa integroidaan komponentteja, kuten välilevyjä,{2}}helinää tai kulumisantureita. Automatisoidut kokoonpanolinjat käyttävät robottivarsia tai pneumaattisia kiinnikkeitä välilevyjen kiinnittämiseen ja lopullisten kokoonpanojen tarkastamiseen, ja integroidut näköjärjestelmät havaitsevat viat ennen pakkaamista.
3. Testaus ja validointi
Ennen kuin jarrupala saapuu markkinoille, sen on kestettävä useita testejä, jotka on suunniteltu simuloimaan äärimmäisiä olosuhteita. Testaus vahvistaa kitkakertoimen (COF), kulumisnopeuden ja rakenteellisen eheyden.
Dynamometritestaus simuloi todellisia{0}}jarrutusolosuhteita, mittaa pysäytysvoimaa, häipymisvastusta (jarrutuksen menetys lämmön vuoksi) ja palautumista. Inertiadynamometrit jäljittelevät liikkuvan ajoneuvon kineettistä energiaa ja altistavat tyynyt toistuville korkean{2}}energian pysäytyksille.
Mekaaninen ja tribologinen testaus arvioi kulumiskestävyyden, kitkakertoimen lämpötila-alueilla, kovuuden ja puristusominaisuudet. Nämä testit varmistavat, että tyyny säilyttää tasaisen suorituskyvyn koko käyttöikänsä.
Melutestauksesta on tullut yhä kriittisempi, erityisesti sähköajoneuvoissa, joissa moottorin melun puuttuminen tekee edes vähäisestä jarrujen vinkumisesta, jota kuljettajat eivät voi hyväksyä. Erikoistuneet testilaitteet mittaavat NVH-ominaisuuksia (melu, tärinä, kovuus) eri käyttöolosuhteissa.
Suorituskykystandardit edellyttävät, että pehmusteet täyttävät maailmanlaajuiset määräykset, kuten ECE R90 Euroopassa, joka velvoittaa vastaamaan alkuperäisten osien suorituskykyä. Pohjois-Amerikassa FMVSS-121-standardit säätelevät hyötyajoneuvojen lyhennettyjä pysähtymismatkoja ja pysäköintimahdollisuuksia.
Tulevaisuus: älykäs ja kestävä
Teollisuus on siirtymässä kohti täysin kuparia{0}}vapaita, vähän-hiukkasia sisältäviä formulaatioita, jotka on integroitu älykkäisiin teknologioihin. Johtavat valmistajat tutkivat sulautettuja kulumisantureita, jotka mahdollistavat ennakoivan huollon, ja jotkut kehittävät aktiivisia jarrujen kulumisilmaisimia, jotka mittaavat männän liikettä tarkan tyynyn paksuuden arvioimiseksi.
Ajoneuvojen muuttuessa monimutkaisemmiksi-ja jarrujen-by-johdinjärjestelmät, edistynyt kuljettajaa avustava integraatio ja autonomiset ajoominaisuudet-, vaatimaton jarrupala kehittyy edelleen autojen turvallisuuden huipputeknisenä-kulmakivenä. Yritykset, jotka yhdistävät teknisen innovaation ketterään hankintaan ja responsiivisiin jakelumalleihin, voivat parhaiten kerätä arvoa tässä muuttuvassa ympäristössä.